随着科学技术的深入推进与不断提高,自动化监测技术的逐渐完善是污水处理厂未来发展的一种必然趋势,充分了解污水处理厂的自动化需求、各个处理单元的监测以及污水处理厂自动化监测技术的现状,对于我国污水处理未来自动化的发展具有重要意义。
自动化控制技术诞生于上世纪四五十年代,七十年代欧美建立了大量的的污水厂,发展出模型,八九十年代计算机的诞生,给予了自动化更多的发展机会。
人类进入二十一世纪,信息化的大潮扑面而来,涤荡着世界的每一个角落。物联网、大数据、人工智能等新技术层出不穷,从根本上改变着人们的生产和生活方式。污水处理行业与新时代的相遇,使“智慧水务”应运而生。这一发展趋势指向了污水处理厂未来自动化的最高境界--无人值守污水处理厂。
实现无人值守或者少人值守需要有以上这些条件。从污水处理行业整体角度来看,自动控制还处于初级阶段,单纯从技术上和财力上来说,一个小规模或中规模的污水处理厂都可以做到几乎无人值守,但是在建成投产使用之后,人员技术水平如果达不到,污水处理厂也是很难做到完全真正的无人值守。无人值守的污水处理厂的实现还有很长的路要走,衡量其必要性和使用范围是十分重要的。
从自动化本身的目的和任务的角度来说,实现自动化对于污水处理企业来说要满足安全性、经济性、稳定性三方面的需求。首先要在生产过程中确保人身和设备的安全,不能出现事故,其次要保证生产成本低而效率高,最后要维持运行稳定,保证处理水质能够达标。根据以上要求,在了解工艺流程和生产过程的静态、动态特性的基础上,应用控制理论、概念和手段对控制系统进行分析,采用适宜的手段加以实现。
污水处理厂要采用自动控制的原因主要在于:
第一,由于出水水质的标准日益严格,污水厂对于自动控制的需求更加客观,对于系统的持续稳定性和高效运行性提出了更高的要求。
第二,多数国家从出水单纯达标转向以最小的经济消耗来实现达标。
第三,污水再生利用带来的经济效益,使人们关注到生产过程当中的物料控制。
第四,处理污染物的多样化也导致工艺的复杂性,原来只处理COD,后来又有氨氮,氮磷,未来还要对微量污染物等药物残留进行处理,在所需处理的污染物越来越复杂的情况下,对控制要求也大大提高。
第五,污水处理本身存在着动态变化,水量水质总处于动态变化中,系统要适应这样的过程,必然要进行监测控制,所以这些都促进了自动化控制的发展,也促进了仪器化的发展。
对污水处理的自动控制与仪器化的研究可以追溯到上世纪40年代,经过逐渐发展,70年代后期Olsson和Andrews根据污水处理原理对氧的需求进行详细解释,这是一个非常重要的贡献。
上世纪70年代国际水质协会提出了ICA的概念,即仪器化、控制化和自动化,是水处理自动化技术的三个阶段,其技术核心包括检测仪器、数学模型和控制系统。ICA技术的污水处理工程设施比单纯由人工操作的系统具有很大优势。因此,仪器是污水处理的一个重要的方面,所以对于自动化监测也是一项十分重要的内容。
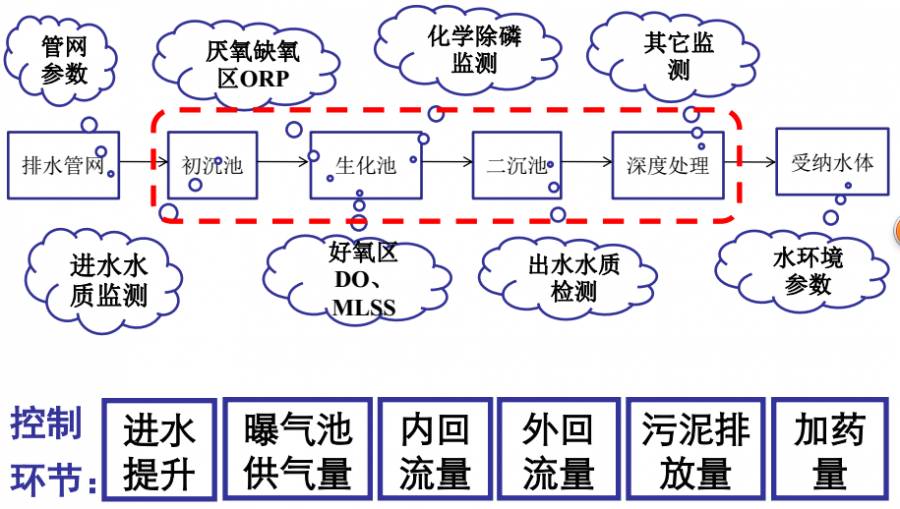
污水处理厂的监测包括很多方面,从厂内系统来讲,主要有初沉池、生化池、二沉池和深度处理四个部分,同时还要考虑上游的排水管网和下游的受纳水体,它们构成了完整的污水处理系统。
在进行监测时,首先对上游管网参数进行监测,进入水厂以后对进水水质进行监测,进入到生化池以后对厌氧区缺氧区的状态进行监测,还要对好氧区生物量、DO进行监测,进入二沉池之前,如果要进行化学除磷还要对磷进行监测,要对二沉池出水水质监测,在深度处理时要对某些特定指标做监测,处理过的污水排放到受纳水体之后还要对水体的水质变化进行监测,所以需要进行监测的环节很多,但是在污水处理厂实际运行过程中可控环节并不多,总体来说可以控制的环节主要有进水提升、曝气池的曝气量、内回流量,外回流量、污泥排放量、加药量。
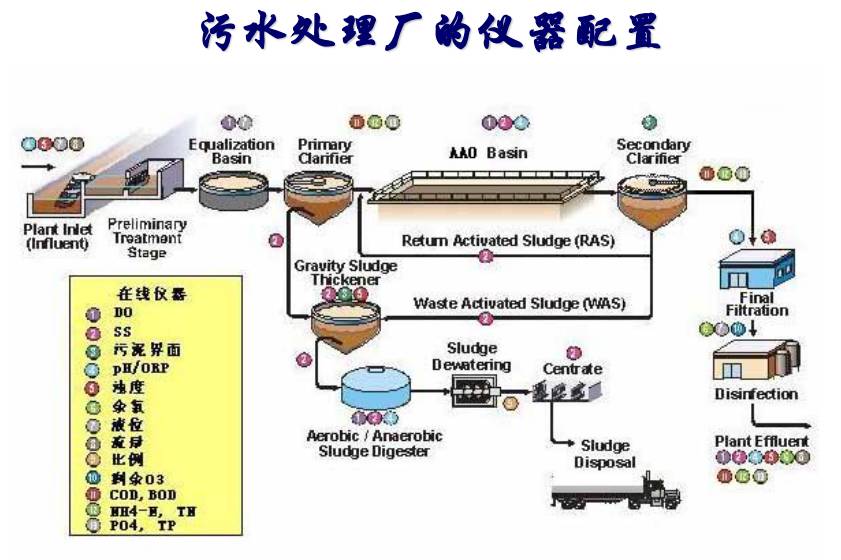
从区域角度来说,污水处理厂大体可以分为泥区和水区两部分来控制。对于水区要进行预处理的控制和深化处理的控制,可以分成几个部分来进行仪器安装,下面这张图是从国外借鉴过来的,从1到13共有13类仪器,每个点上都要进行相应的仪器安装,在进行整理后,从图上可以看出不同单元要装很多仪器,显得十分复杂。
但对于监测来说,有高配标准、中配标准和低配标准,不同的标准对于仪器安装要求是不一样的,图中黑字部分是属于中等偏上的标准,灰字部分是属于高配的标准,一般低配标准数量不多。
下面用三个基本的工艺为例来对仪器的安装位置进行说明。首先是A2O生物脱氮除磷工艺,在进水位置用流量计来测量流量和参数,在缺氧区测氧还原的速率,在好氧区测DO和MLSS。对于灰色标记的仪器没有硬性要求,可以装也可以不装。加药要加流量,要对出水要进行测试,还要考虑污泥量。剩余污泥排放和回流污泥要用MLSS计进行测试,这是A2O法的中等水平的容器配置。
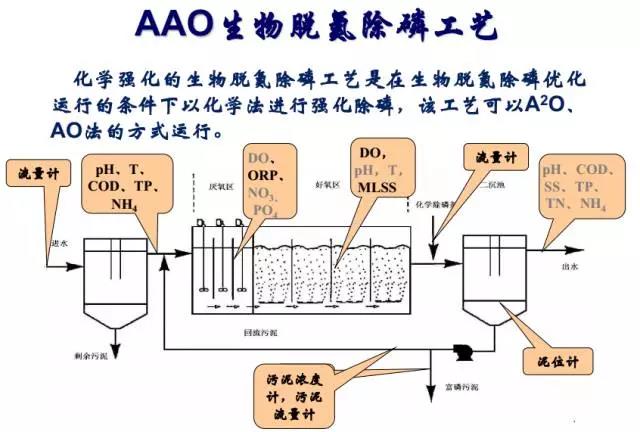
配置仪器的经济效益和好处可以通过一个例子来说明,美国密执安州AnnArbor污水处理厂是一座处理能力为12万吨/每天的城市污水处理厂,要进行简单污水处理使总磷浓度从原来1mg/L下降到0.6mg/L,采用了二沉池前的磷浓度的测试,并根据这个测试控制加药。
1994年开始采用优化运行方法,1995年全部实施,通过简单控制,使出水从原来经常超标变成了一个稳定达标的状态,基本达到0.6mg/L。在加药量方面原来一个月要加89吨/月,而现在只需要加30吨/月,不但药的用量减少了大半,而且出水水质也达到了稳定的标准,因此可见,通过控制既可以保障出水水质还可以取得经济效益。
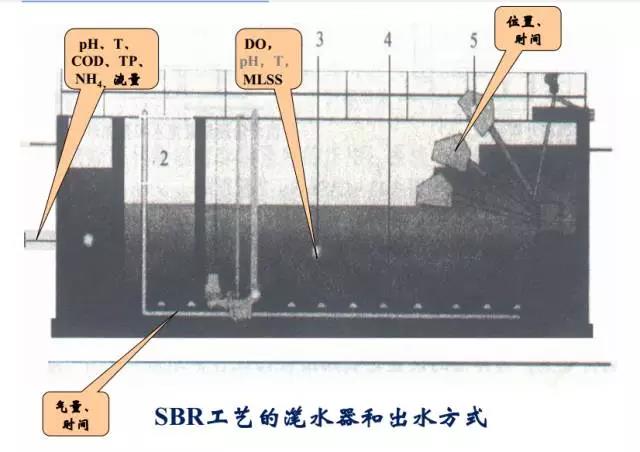
另外一个常见工艺是SBR法。SBR主要通过曝气来周期运行,一般要对进水进行监测,然后测MLSS和DO,滗水器要测位置和停留时间,还要对曝气量进行控制。在这种配置情况下,在池内不同位置因为水流的关系,DO浓度也是不一样,而SBR是靠DO来控制曝气的,所以要选择适当的位置对DO进行安装。
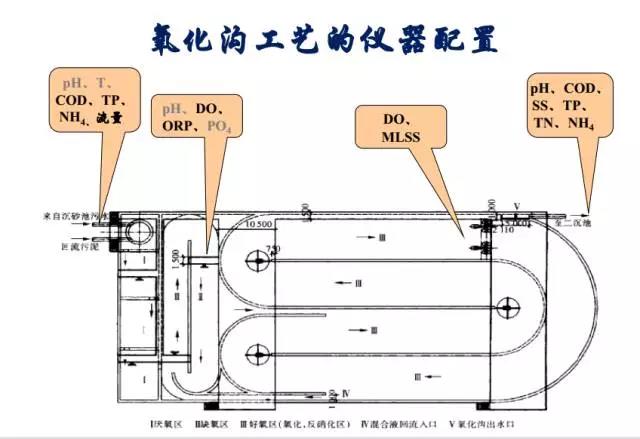
对于氧化沟来说,进水要装一些仪器,氧化沟里主要有DO和MLSS,在缺氧区有DO和ORP,出水区也有一些常规的检测。氧化沟的特点是水是循环的,水循环过程中,DO的一个停留时间里水可以循环十几圈,根据来水波动的不同,氧化沟里面能够形成一个缺氧的区域,这段时间氧化沟可以转十几次,此时氧化沟里相当于进行了一系列AOAO的脱氮的过程,能够在氧化沟里进行脱氮,这样的情况下,可以在氧化沟装MLSS和DO,在缺氧区装ORP,就可以在氧化沟里同时实现硝化和反硝化的效果。
污水处理需求不断增多,标准也在不断提高。从需求角度来说,从原来的COD去除、到氮磷去除、到地表水回用标准、到节能降耗,未来也会有低碳运行的要求。从标准的角度来说,从二级标准、到一级B、一级A、到回用水标准、到现在准地表水四类的标准。
常规的化学法监测技术结果是准确的,但是其缺点在于测试的频次比较低,如进行COD测定至少需要三个小时,而且要使用较多的化学药剂。在污水处理过程中,常常需要了解某个位置的DO、COD、有机物、N、P等更加及时的信息,所以要发展一些非常规的监测方法,比如电化学方法,光学方法,它们的特点是测定频次比较高,速度较快可以达到分级甚至秒级的速度,结果是相对准确的,试剂消耗较少,所以具有很大的优势。